别再等待了,仅仅一分钟,就能通过我们的狮子山【本地】防撞护栏实力见证产品视频探索到无数令人心动的细节和亮点。
以下是:狮子山狮子山【本地】防撞护栏实力见证的图文介绍



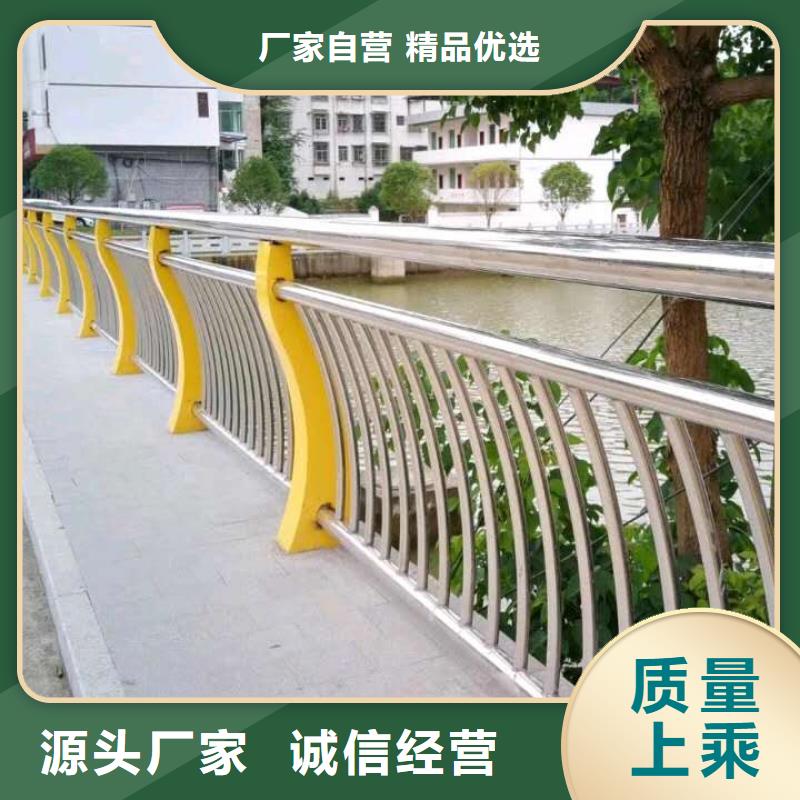
其次选择一款环保清洁干净的护栏,的交通护栏采用的优质钢管材料制作,货物表面光亮,光亮度好,色泽质感优,没有沾灰尘,雪水冲刷和水喷洗即可光洁如新。优良交通护栏颜色持久,能够随意搭配结合,满意了用户对于颜色设计的要求。 随同人类的进步和需求的一直晋升,市政护栏设计从以往对于性能的满意下降到了对于人的物质关心,在货物设计中要文明元素。与市民出行息息有关的市政护栏设备,作为城市公路护栏不可缺少的一种文通设备货物,在满意了文通指点和制约的根本需求以后,也该当满意众人视觉和物质范围的要求,为众人需要情感的、心理的等多范围的享用。 不同城市的其发展进程、经济环境、生活形式的不同,从而在城市环境上也就不可防止地带有地区文明的烙印,因而每个城市都该当体现出不同的地区文明特征。随着经济的发展,城市人数活动性的,不同城市中人群及人种彼此间的反应,招致很多城市之间文明已经彼此,文明特征已经不显然,构成了千篇一概的大城市。 下面为大家介绍的是公路护栏的有关知识:公路护栏首要用来高速公路、铁路、飞机场、内政绿地、园林花圃、单元绿地、港口绿地护栏。其护栏存在造型美妙、外观多样化,既起到围栏成效,环保,又起到美化环境。



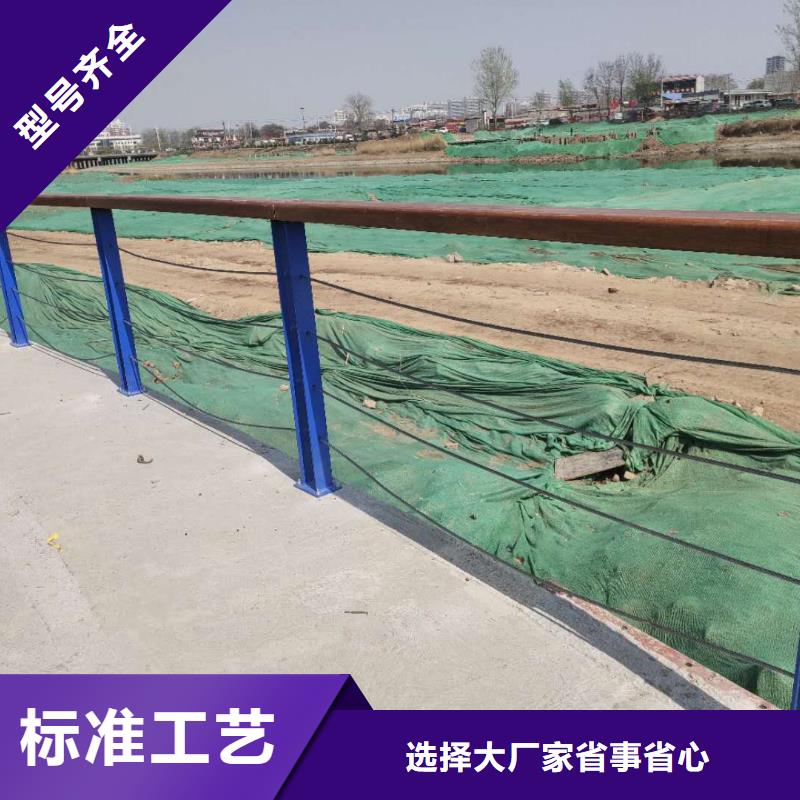
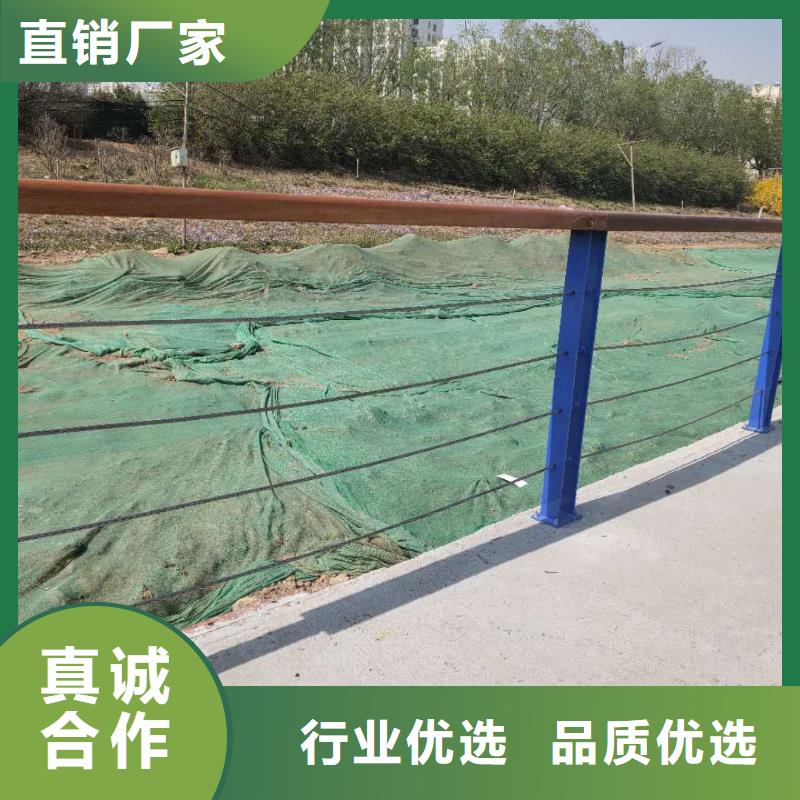
本周钢厂到货数据良好,部分地区因暴雨洪水等因素影响到货减少,部分电炉厂因利润降低,阶段性停产检修,整体稳定为主。新一轮环保督察已经逐渐开始,将影响部分地区的加工量,钢厂采购也将受到影响。短期来看,成品材震荡调整,钢厂利润尚可,预计短期防撞护栏立柱厂家稳中观望,窄幅调整。桥梁护栏是桥梁的重要组成部分,桥梁护栏不但可以增加桥梁的美观和光彩,还可以起到很好的警示、阻隔和防止交通事故发生的作用。桥梁护栏的主要功能主要有以下几个部分:桥梁护栏的分隔功能:桥梁通过桥梁护栏可以将将机动车、非机动车和行人交通分隔,将道路在断面上进行纵向分隔,使机动车、非机动车和行人分道行驶,提高了道路交通的安全性,改善了交通秩序。 桥梁护栏的阻拦功能:桥梁通过桥梁护栏可以阻拦不良的交通行为,阻拦试图横穿马路的行人或自行车或机动车辆。它要求桥梁护栏有一定的高度,一定的密度(指竖栏),还要有一定的强度。桥梁护栏的警示功能:桥梁通过安装桥梁护栏使桥梁护栏上的轮廓简洁明快,警示驾驶员要注意护栏的存在和注意行人和非机动车等,从而达到预防交通事故的发生。可见,城市桥梁护栏不仅仅是对道路的简单隔离,更关键的目的在于对人流、车流明示与传递城市交通信息,建立一种交通规则、维护交通秩序,使城市交通达到安全、快捷、有序、畅通、方便、美观的效果。河道桥梁护栏厂家拉升幅度较小,助推力度不足,各区域市场观望情绪浓厚,操作基本以稳为主。成交来看,因昨日市场整体出货水平较低,天津、乐从等城市为成交,价格小幅下调10元左右,今日成交较昨日稍回暖;唐山,江阴等地则以稳为主,整体成交亦有好转,但商家出货仍有多有少;邯郸地区河道桥梁护栏在今日早盘回升的带动下,看涨心态较强,价格上调20元,但成交相对较弱。


立佳金属制品有限公司秉承“精于设计,工于制造”理念,持续不断的进行 镀锌喷塑防撞栏、产品研发,创新。提供非标准定制服务,可根据您的实际需求设计加工,量身定制。 具备完整的 镀锌喷塑防撞栏、制造加工能力,确保 镀锌喷塑防撞栏、产品即时规模生产、交货准时。



下面为大家介绍一下道路护栏的加工流程:都是经过无缝铁管折弯、焊接、打磨、满焊加工成型,表面处理喷塑、浸塑等成为客户所需求的颜色,然后经过贴反光膜等一系列具有很高的辨识度,对驾驶者或行人有很好的警示作用。 能降低发生事故的几率和伤亡程度,有更的效果。主要用于道路施工现场、高速公路、小区门口等。安装简单方便,搬运轻巧便捷,是道路施工和隔离人群的必要选择。以上介绍的是道路护栏的加工流程,希望大家有所了解,更多信息请登录。 下面为大家介绍一下铁艺护栏的表面装饰:铁艺护栏表面的装饰效果漆丰富多彩,大都是采用进口油漆手绘而成,既古朴、典雅,又时尚、潮流.为经典的表面装饰效果有青古铜色、红古铜色、古铜金、黑金边、铜金边、边等.为了保证装饰涂(镀)层与铁艺制品表面有良骸? 下面为大家介绍一下铁艺护栏的表面装饰:铁艺护栏表面的装饰效果漆丰富多彩,大都是采用进口油漆手绘而成,既古朴、典雅,又时尚、潮流.为经典的表面装饰效果有青古铜色、红古铜色、古铜金、黑金边、铜金边、边等.为了保证装饰涂(镀)层与铁艺制品表面有良骸?




 扫一扫
扫一扫